|
|
Kit Building Guide | |
| Ham Radio India | ||
|
| ||
| Home | Forum | Radio Astronomy | Shopping Mall |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Resources | ||||||||||||||||||||||||||||||||||||||||||||||||||||
| Amateur Radio | |
| Radio Astronomy | |
| Ayurveda | |
| Yoga | |
| Gita | |
| Web Directory | |
| Amateur Software | |
| News Channels | |
| Shopping Mall | |
| Free Classifieds | |
| Photo Gallery | |
|
How to? - Kit Building | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
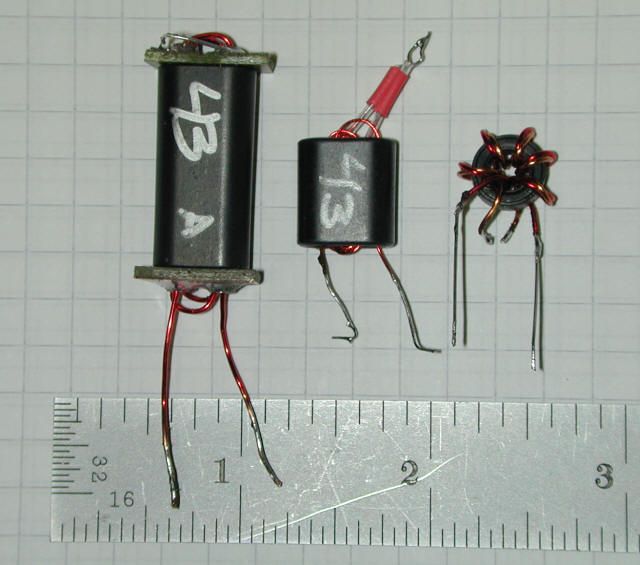
| WindingToroids - A Guide to safely wind toroidal cores. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Hopefully, if you're reading this, you are working on kit building or trying to understand handling of totoids. I find kit building to be one of the most enjoyable experiences in Amateur Radio. There might be saveral tasks in entire kit building. One of these tasks is winding toroids. If you are into kit building you will need to face this task at some point since toroids are used in many circuits such as oscillators, filters and are also used as transformers. This
guide will
give you
some tips
to help
the
process go
smoothly
and may
actually
make it a
bit more
enjoyable. SUGGESTED
TOOLS:
They
include: WINDING
THE TOROID: You must make sure you select and use the proper core and wire. Some toroids may specify a smaller gauge wire when many turns must be wound on the core. The instructions will indicate how many turns are required for the toroid and how to wind it (start point and which direction to wind in). The method of winding is very important for two reasons. First,
if the
toroid is
not wound
as
designated,
it may not
fit on the
board as
intended.
Second,
some
windings
on the
toroid may
need to
maintain a
particular
polarity.
These
toroids
are said
to be
wound with
a certain
"sense"
(reference
of one
winding to
another)
that must
be
maintained
for the
circuit to
perform
properly. PREPARING THE LEADS:
When
you rewind
each turn,
the leads
will
usually be
slightly
longer due
to the
windings
being a
bit
tighter on
the toroid.
This is
caused by
the enamel
removal
and
rewinding
process.
For this
technique,
the mark
on the
wire will
wind up
being at
the
perfect
location
for
removing
the enamel
so that
you end up
with a
good
solder
connection
and
minimum
lead
length. REMOVING
THE
ENAMEL: First, unwind one turn from each end of the toroid. If this is a bi-filar or tri-filar toroid you will need to untwist the leads and work with one at a time. Also make sure that you have enough clearance between the untwisted leads so that heating one won't cause a short with any of the other leads. Now while holding the toroid by the core, place the end of one of the leads over the flame from the butane lighter. You will find that the enamel burns at a very predictable rate. When you remove the wire from the flame, a bit more of the enamel will burn. With some practice you will be able to burn off the enamel to the precise point that you marked the wire with the black Magic Marker (Sharpie). Until you become proficient at this, I suggest using slightly longer pieces of wire when winding the toroids. The leads should be 1 - 2 inches long after winding all of the turns on the toroid. This will give you a more comfortable amount of wire to work with when burning off the enamel. Once
you have
burned the
enamel you
can remove
the ash by
using the
fine
sandpaper.
Take a
small
piece
approximately
1/2 X 2
inches and
fold it in
half
lengthwise.
Place the
wire
between
the folded
pieces of
the
sandpaper
and apply
a small
amount of
pressure.
Then
gently
draw the
wire away
from the
sandpaper.
Do this
several
times
slightly
rotating
the wire
after each
time.
This
should
remove all
of the ash
and leave
a shinny
wire.
Do not
apply too
much
pressure
since this
may cause
the wire
to break. ALTERNATE
METHOD OF
REMOVING
THE
ENAMEL: If
your iron
has
removable
tips, put
on a
larger tip
then you
would
normally
use for pc
board
soldering.
The larger
tip will
hold more
solder and
will
maintain a
more
constant
temperature
during the
enamel
removal
process.
To start
removing
the
enamel,
melt a
large blob
of solder
on to the
tip.
The solder
should
melt
almost
instantly
and should
remain
molten on
the
soldering
iron tip.
Next, run
the wire
slowly
through
the solder
on the tip
until you
reach the
mark you
had put on
the wire. You
will see
the enamel
being
removed
and the
wire being
tinned at
the same
time.
The solder
will
retain the
ash from
the
enamel.
This will
require
you to
clean the
contaminated
solder off
of the
soldering
iron tip
and melt
fresh
solder on
to the tip
frequently. SPACING
THE LEADS
AROUND THE
TOROID: MOUNTING
AND
SOLDERING: One
of the
biggest
causes of
problems
with
toroids is
not
getting a
good
solder
connection
between
the toroid
leads and
the solder
pads.
The solder
joint
should
look
shinny,
smooth and
rounded
without
any voids.
If the
lead
appears to
be an
"island"
in a small
pool of
solder,
chances
are that
it is not
making
good
contact.
Now check
to make
sure the
toroid is
still snug
against
the board.
If not,
reheat the
solder
joint you
just made
while
applying
gentle
pressure
to the
toroid so
that it
will be
snug
against
the board.
When you
are
satisfied
with the
position
of the
toroid,
solder the
remaining
leads. CALCULATING
REQUIRED
WIRE
LENGTH FOR
TOROIDS:
To calculate wire lengths, use the following equation: Length
in inches
= (Desired
Number of
turns) X (IPT)
+ 3 INCHES
(IPT
= Inches
per Turn)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
| |
|
| |
|
| |
|
|